
I grew up in a small manufacturing town in Northeast Iowa. The factory in my hometown made tractors (no surprise given that it was Iowa), but eventually the economics of cheap foreign labor and an interconnected global economy caught up with that factory – as it did with many US-based manufacturers – and soon the factory closed, and many people were laid off.
But the technology world continues to evolve – especially with respect to IoT, Data Science and AI/ML – and so comes an opportunity for manufacturing to make a big return to the US. However, tomorrow’s manufacturing battles won’t be fought with cheap labor. In fact, measuring a country’s manufacturing strength by the number of manufacturing jobs is fighting yesteryear’s battle. In the near future, a country’s manufacturing “prowess” will be measured by its ability to leverage the economics of data and analytics to create autonomous manufacturing processes and products.
Economics 101: Understanding World Trade
Economics is the most powerful force in business. Economics is about understanding where and how the sources of customer, product and operational value are created within complex systems (ecosystems) comprised of multiple, sometimes conflicting but highly interrelated subsystems. For example, in digital farming, the analytics that help to increase crop yield impacts other interrelated use cases such as optimizing herbicide, pesticide and fertilizer usage, reducing energy consumption, reducing waste and environmental impact, improving asset utilization, reducing unplanned operational downtime, optimizing scheduling and more.
In the tomorrow’s world of manufacturing prowess, the economics of manufacturing will be about leveraging advanced AI, Machine Learning and Deep Learning and the growing realms of sensor data within these complex systems and across these interrelated use cases to identify, codify and operationalize new sources of customer, product and operational value.
So, how should a country measure its manufacturing capabilities? And where should a country focus its policies, tax incentives, research and development, and training to create manufacturing differentiation and global manufacturing dominance?
I was asked this question in light of the US and China trade war. I recalled my economics education and came up with the following chart to explain the economics of trade and under what situations a trade war makes sense (Figure 1).
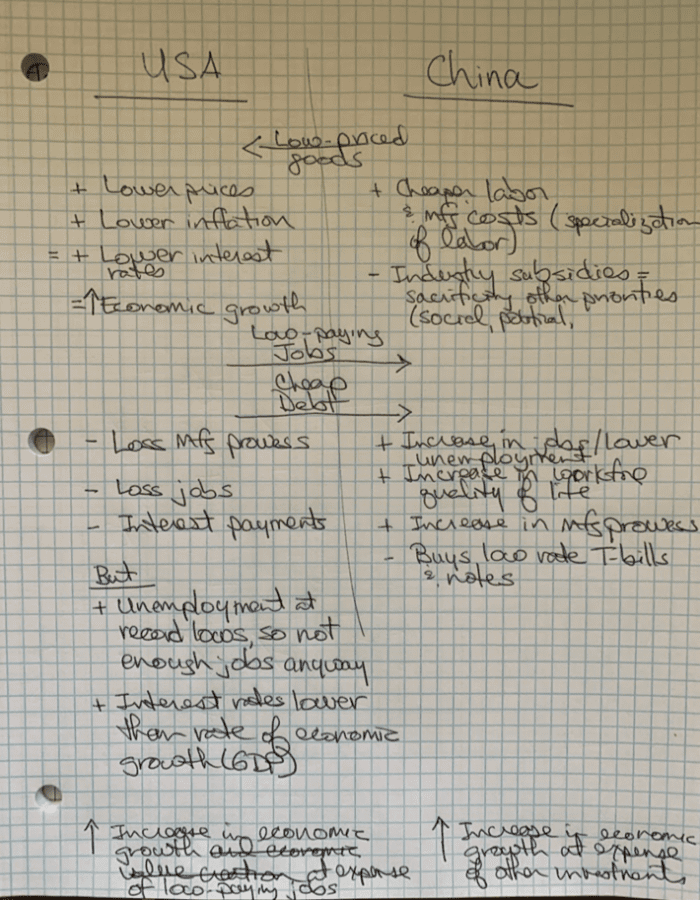
Figure 1: Basic Economic Assessment of US – China Trade War
The simple explanation of Figure 1 is that trade is about exchanging jobs for debt; that is, “developing” countries have cheaper costs of production (lower human and society costs) and “developed” countries are willing to exchange jobs to get lower priced goods (and help hold down inflation) but are paid for with the developed country’s debt.
Some trade wars can occur when the “developed” country decides that it wants to bring manufacturing-related jobs back to its country. However, Manufacturing capabilities should no longer be measured by Manufacturing employment alone. In fact, it is totally the wrong metric against which to measure a country’s manufacturing “prowess”. The Manufacturing game will be won by countries who develop “intelligent” Manufacturing prowess; that is, how effective manufacturers will be at exploiting the economics of data with AI/ML to create more relevant, “smart” products and power operational excellence. That’s tomorrow’s manufacturing game!
The Factors for Achieving Manufacturing Prowess
“Tomorrow’s market winners will win with the smartest products. It’s not enough to just build insanely great products; winners must have the smartest products!” – Bill Schmarzo
Since manufacturing jobs are not a good measure of a country’s manufacturing prowess, how does a country go about building its prowess? It can be achieved by mastering the following:
- Digital Twins
- Edge Analytics
- Deep Reinforcement Learning
- Autonomous Product Automation
- And, of course, the new economics of Manufacturing
Let’s dive into each of these capabilities.
Digital Twins
A Digital Twinis a digital representation of an industrial asset that enables companies to predict asset performance, uncover new revenue streams, and optimize operations. Digital Twins, along with their human counterpart Analytic Profiles, provide a structure for capturing an individual’s (human or device) behaviors and tendencies in a way that facilitates the refinement and sharing of these digital assets across multiple operational use cases (see Figure 2).
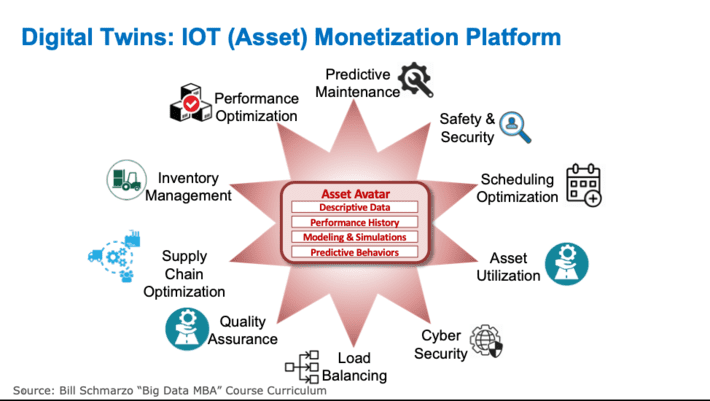
Figure 2: Digital Twins Monetization
Digital Twins was selected by Gartner (“Top 10 Strategic Technology Trends for 2018”) as one of the top 10 strategic technology trends in 2018. To quote the article:
“Over time, digital representations of virtually every aspect of our world will be connected dynamically with their real-world counterpart and with one another and infused with AI-based capabilities to enable advanced simulation, operation and analysis.”
A digital twin is a virtual model – including descriptive, asset conditions, historical performance data and predictive information – of a physical asset. Digital twins can be used to evaluate the current condition of the asset, and more importantly, predict future performance and optimize its operations using simulation software such as MATLAB.
Edge Analytics (and IoT Instrumentation Strategy)
The IoT “edge” refers to the growing multitude of sensors that are scattered across an operational network or embedded throughout a product (car, jet engine, CT Scan) that generates data about the operations and performance of that network or device. The real powerful aspect of the edge revolves around edge analytics; that is, the ability to collect, assess, analyze and act on that data coming off those sensors in an analytical environment at the edge instead of sending the data back to a centralized data store for analysis.
Edge analytics includes the following key capabilities:
- Streaming data management with the ability to ingest, aggregate and compress real-time data coming off a wide variety of sensors “at the edge” of the network.
- Edge analytic capabilities that automatically analyze this real-time sensor data and renders real-time decisions (actions) at the edge that optimizes operational performance or flags unusual performance or behaviors for immediate investigation (security breaches, fraud detection, network intrusions).
To support real-time edge analytics, we need to provide detailed data that can flag observations of concern but doesn’t overwhelm the ability to get meaningful data back to a centralized repository for more broad-based, strategic analysis (see Figure 3).
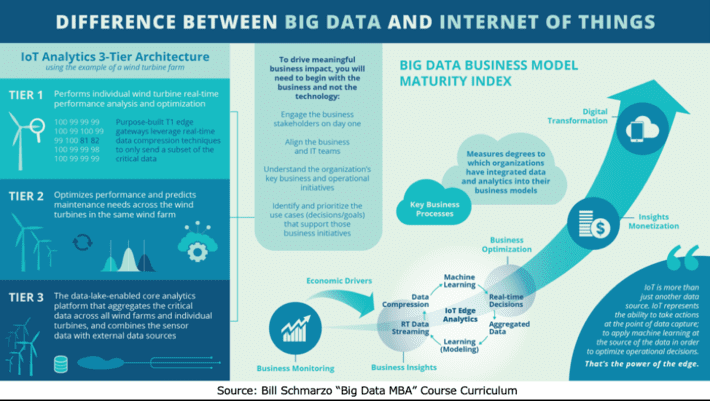
Figure 3: The Difference Between Big Data and IoT is at The Edge
Deep Reinforcement Learning
Deep Reinforcement Learning is the combination of a deep Neural Network (Convolutional Neural Network) for image recognition and classification, with Reinforcement Learning for autonomous agents to learn and improve operational effectiveness to yield. Combining convolutional neural networks (CNN) with Reinforcement Learning allows the agent to recognize its current state and rank the best actions to perform given that current state.
For example, in playing Mario Bros, the Deep Reinforcement Learning might predict that running right will return 5 points, jumping will return 7 points, and running left yields – 20 points. The Deep Reinforcement Learning tries to map a state to the best action that yields the optimal long-term rewards (see Figure 4).
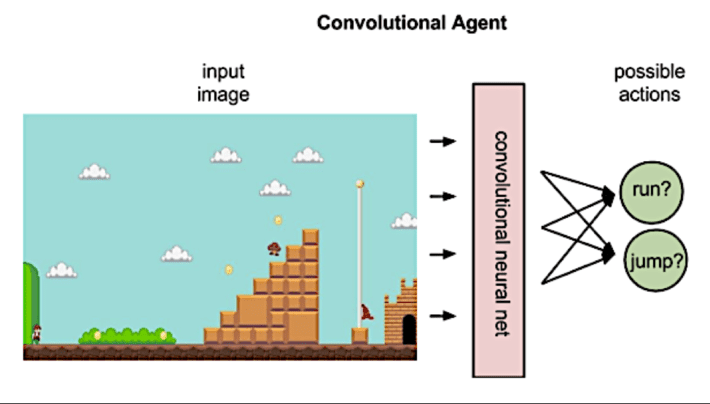
Figure 4: Source “A Beginner’s Guide to Deep Reinforcement Learning”
See the blog “Reinforcement Learning: Coming to a Home Called Yours!” for more details about the objectives and capabilities of Reinforcement Learning.
Transitioning from RPA to Autonomous Process Automation
Industrial Robotic process automation (RPA) is software that can be easily programmed to do basic tasks that human workers do like welding doors onto cars, painting vehicles, attaching bolts, sorting and placing them into boxes, or stocking inventory. That is yesterday’s definition of robotic processes.
Tomorrow’s definition of industrial robotic processes will transition to autonomous robotic process automation that uses AI, Machine Learning, Reinforcement Learning and Deep Learning to create autonomous process and products. Manufacturing plants will see autonomous robots, carts, and vehicles that will be capable of performing, learning and optimizing tasks by themselves, and without human control. This will lead to autonomous processes and products that that self-monitor, self-diagnose and self-heal (see Figure 5).
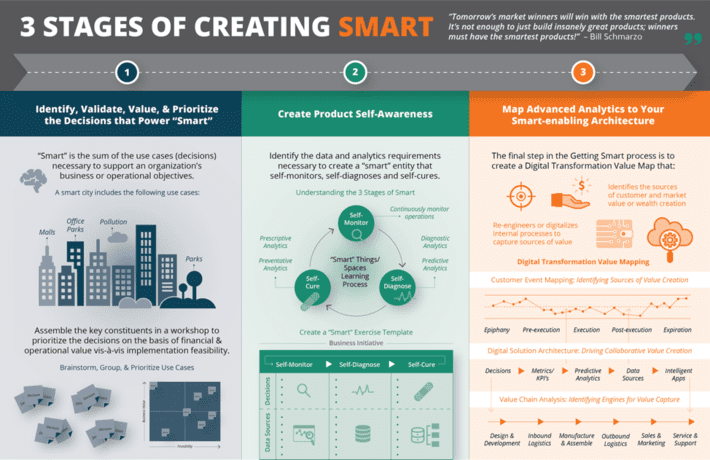
Figure 5: The 3 Stages of Creating Smart
Summary: The New Economics of Manufacturing
All of these game-changing (Fourth Industrial Revolution)capabilities – digital twins, edge analytics, deep reinforcement learning and autonomous robotic processes – will enable US manufacturers to compete on a different aspect of economics. Instead of competing on the economics of cheap labor, US manufacturers will compete on the economics of data and analytics to create new sources of customer, product and operational value.
Successful manufacturers will excel at identifying, codifying and operationalizing these new sources of customer, product and operational value within complex systems (ecosystems) comprised of highly interrelated use cases, each of which leverages the data and analytic learnings from the other use cases. Yes, the modern manufacturer must learn to exploit “economics of learning”.
And, yes, the future of manufacturing will be a “stone groove” for those manufacturers willing to embrace and exploit the “economics of learning”.
{kind=link}